随着世界能源的日益短缺及废水呈现负荷高、污染物种类复杂化的趋势,废水厌氧生物处理以其处理负荷高、能耗低、产沼气、投资省等诸多优点,受到环保界人士的重视,在不断的研究探索下,相继开发了多种厌氧反应器。厌氧生物处理是指厌氧环境下多种微生物共同作用下,水中复杂的有机物经过水解发酵、产氢产乙酸、产甲烷三阶段分解并产生甲烷和二氧化碳的过程。
在20世纪50年代开发了第一代厌氧反应器:厌氧接触工艺(如图1所示)。废水从发酵罐的一端进入,在搅拌作用下厌氧污泥充分混合并进行消化反应,出水进入后续沉淀池沉淀,沉淀池的污泥部分回流至发酵罐内,增加了污泥停留时间。此工艺增加回流装置,使污泥停留时间大于水力停留时间,有效的增加了反应器中的污泥浓度,提高了处理效率。因其水力停留时间较长,污泥沉淀性不好,容易跑泥、处理效率低等原因逐步被淘汰。
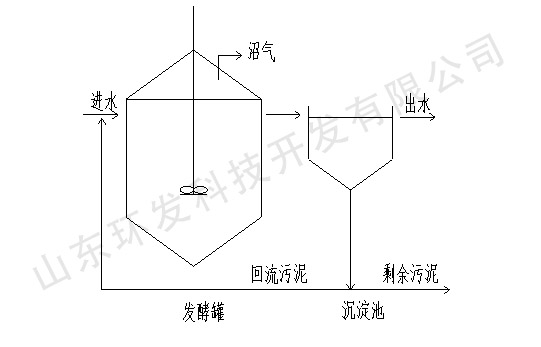
图1厌氧接触工艺流程图
以提高污泥浓度和停留时间,强化传质作用,缩短水力停留时间为基础的第二代厌氧反应器有厌氧滤池工艺(AF)、升流式厌氧污泥床反应器(UASB)等。
厌氧滤池(AF)是采用固定式填充材料为微生物提供载体的一种厌氧反应器(如图2所示),微生物在填充材料上附着生长形成生物膜,免于水力冲刷而保留下来。废水由反应器上端(下流式厌氧滤池)或下端(上流式厌氧滤池)进入,污染物逐步经过水解酸化、产氢产乙酸、产甲烷阶段转化为CH4、CO2等无污染物质。废水中污染物组成随着反应器高度的不同而发生变化,不同高度的微生物种群也发生规律性的变化,如进口处以产酸菌和发酵细菌为主,出口处产甲烷菌占较大比例。此工艺微生物浓度高,能承担高负荷废水;水力停留时间短。缺点是填料价格昂贵,运行过程中易发生短路和堵塞的问题,此工艺没有迅速被推广使用而逐步被其他厌氧方式替代。
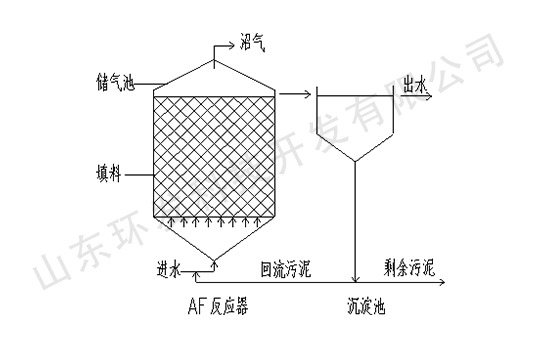
图2厌氧滤池工艺(AF)流程图
升流式厌氧污泥床反应器(UASB)于1970年代投入应用,在20世纪80年代引入国内使用。UASB系统(如图3所示)是由预酸化池、调节池、UASB反应器及厌沉池组成。进水水质须经调节后进入反应器,UASB反应器内无搅拌装置,利用布水器在反应器底部均匀布水,通过水力推动流经污泥床并厌氧分解污染物,三相分离区使气液固发生分离,沼气进入收集系统,出水从集水槽排出并进入厌沉池沉淀,污泥滞留在反应器内。UASB系统易发生短流现象,设备缓冲能力小,对进水水质要求严格,系统内管道易结垢、堵塞,颗粒污泥易中毒、钙化,出水易跑泥。
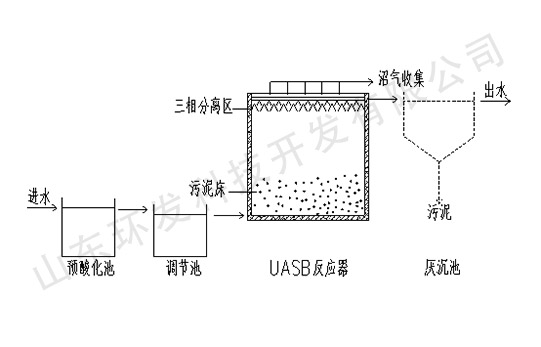
图3升流式厌氧污泥床反应器(UASB)流程图
为了解决污泥流失问题,提高反应器的有机负荷,研究开发了第三代厌氧反应器,其中内循环厌氧反应器(IC)、膨胀颗粒污泥床反应器(EGSB)及一体化厌氧反应器都是典型代表。
内循环厌氧反应器(IC)是20世纪80年代中期由荷兰人开发的,像似由2个UASB反应器上下串联构成,有2个反应室及2级三相分离器(如图4所示)。进水由反应器底部布水系统均匀布水,废水在第一个反应室内与颗粒污泥充分接触及发生厌氧反应,气液固三相在上升过程中撞击一级三相分离器而分离,气体经过上升管上升,比重大的污泥通过重力作用沉降。由于夹带作用,未被收集的气体携带泥水混合物进入第二个反应室,经二级三相分离器分离后,处理过的上清液溢流排出。IC反应器对进水水质要求严格,需设置预酸化池、调节池、及厌沉池调节进水水质;如进水负荷高还需出水回流来稀释厌氧进水负荷,相对应的厌氧塔及好氧池的尺寸加大,建设费用高;IC塔采用颗粒污泥,处理某些工业废水时污泥易钙化、中毒和流失,需定期补加颗粒污泥,污泥费用高;处理含盐量高的废水时,系统内部及管道易结垢、堵塞。
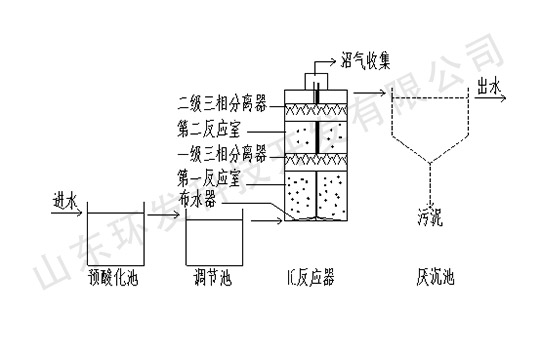
图4内循环厌氧反应器(IC)流程图
膨胀颗粒污泥床反应器(EGSB)开发于20世纪90年代,是对UASB及IC反应器的改进。EGSB系统(如图5所示)增加了出水循环,提高反应器内液体的上升流速及调节进水负荷;在反应器顶部增加填料装置,减少颗粒污泥的流失。由于填料装置价格昂贵和系统内部管道易结垢、堵塞,颗粒污泥易钙化等问题,EGSB系统在市场上应用较少。
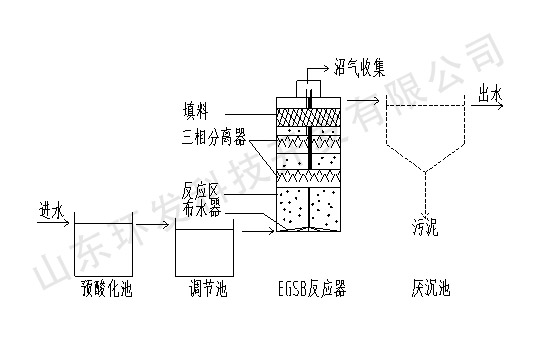
图5膨胀颗粒污泥床反应器(EGSB)流程图
一体化厌氧反应器是我公司自主研发的专利技术,该技术不同于采用单纯颗粒污泥的升流式厌氧如UASB、EGSB、IC及改型的厌氧工艺,而是采用絮状和颗粒混合污泥。其从构造上看是通过特殊的设计,将反应器分隔为几个反应室,每个反应室都是一个相对独立的高效厌氧反应系统。运行时,污水在导流设施的作用下通过反应室内的污泥床层,并通过水流和产气的搅拌作用,使得水中的底物与微生物充分接触而得以降解去除。从工艺上看,一体化厌氧反应器与单个UASB有显著不同,首先,UASB可近似看作一种完全升流式反应器,而一体化厌氧反应器是一种复杂混合型水力态;其次,UASB中酸化和产甲烷两类不同的微生物相交织在一起,不能很好适应相应的底物组分及环境因子(pH值、H2分压值等),而在一体化厌氧反应器中通过设计控制反应室中的微生物相是交互变化的,交变的规律与底物降解过程协调一致,从而确保相应的微生物相拥有最佳的工作活性。一体化厌氧反应器具有启动速度快,适应能力强,处理效率高,脱盐效果好、成本低,耐冲击负荷大,运行稳定等特点,并且该工艺已经在山东、四川、云南、湖南、河北、山西、浙江等几十家制浆造纸企业稳定运行。


